| |
||||||||||||||||||||||||||||||||||||||||
|
13.
ГРАНУЛЯТОРЫ Выбор
аппаратуры для проведения
процессов гранулирования
определяется механизмом
гранулообразования. Конструктивно
грануляторы различаются местом и
способом подвода реагентов, формой
и подвижностью корпуса
(стационарный, вращающийся,
вибрирующий), способом
перемешивания материала
(механическое, пневматическое,
вибрационное). Грануляторы могут
состоять из одного или нескольких
аппаратов, в зависимости от
последовательности различных
стадий гранулообразования. В
аппаратах для гранулирования могут
проходить и другие процессы
(аммонизация, сушка, охлаждение и т.
п.), что накладывает специфические
особенности на конструкции
различных узлов. Конструкция
гранулятора должна быть такой,
чтобы в нем можно было
перерабатывать как можно больше
материалов в соответствии с
требуемым механизмом и с
наименьшими затратами, т. е.
требуемое качество продукта должно
обеспечиваться при максимальных
удельных производительностях. При
этом особое внимание следует
уделять стабильной работе
аппарата. Длительная работа при
постоянном режиме и сокращение
времени на чистку и ремонт
позволяют упростить эксплуатацию
не только самого гранулятора, но и
вспомогательного оборудования.
Надежность работы гранулятора во
многом зависит от размеров и
простоты конструкции, а также от
числа вспомогательного
оборудования. Чем проще узел
гранулирования, тем меньше отказов
в его работе, больше возможностей
для автоматизации процесса и,
следовательно, для повышения
производительности труда.
Компактность оборудования — это
высокий выход продукта и низкие
капитальные затраты. Таким образом,
высокий выход продукта, снижение
капитальных и эксплуатационных
затрат, увеличение надежности
работы оборудования (стабилизация
режима и предотвращение простоев)
— все это пути интенсификации
работы грануляторов. Разбрызгиватели
и грануляционные башни При
гранулировании разбрызгиванием
жидкости в инертную среду (газовую
или жидкую) основным аппаратом,
определяющим размер и форму гранул,
является разбрызгиватель. От
качества его работы зависит не
только равномерность размеров
полученных гранул, но и допустимые
плотность орошения, скорость
воздуха и высота полета гранул. По
методу диспергирования
распределители делятся на
центробежные, статические и
вибрационные. Центробежный
разбрызгиватель представляет
собой конический тонкостенный
перфорированный стакан,
подвешенный вершиной к низу на
вертикальном валу, соединенном с
электродвигателем. Наиболее
распространены конусы с основанием
диаметром 300— 350 мм и высотой 370—400
мм. Боковая поверхность разбита на
несколько поясов и отверстия с
основания конуса от пояса к поясу
уменьшаются от 2,5 до 1 мм. Плав из
трубопроводов поступает открытой
струей через широкую горловину в
крышке и истекает через отверстия
вращающегося конуса. С увеличением
числа оборотов увеличивается зона
орошения и уменьшается размер
капель. При конструировании
разбрызгивателей следует
создавать условия ламинарного
истечения струи, для чего принимают
отношение длины к диаметру канала
истечения не менее 4—5 и тщательно
обрабатывают его поверхность и
кромку на концах. Простота
конструкции и сравнительно
длительный срок службы без чистки
обеспечили коническому
разбрызгивателю долгие годы
эксплуатации. Однако эта
конструкция имеет ряд недостатков:
широкий спектр размеров гранул;
неравномерное орошение сечения
башни (до 30% почти неорошаемой
поверхности и двукратное
превышение максимальной плотности
орошения над средней) и сегрегация
гранул по размерам по сечению
башни, что, вследствие ухудшения
теплообмена, приводит к
необходимости снижения
производительности. Различный
напор плава у отверстий,
находящихся на разных уровнях, и
высокие скорости вылета (более 5 м/с)
ухудшают равномерность дробления
струи. Выход струи по касательной к
поверхности вращающегося конуса,
одностороннее ее сжатие и вихревое
движение воздуха вблизи
разбрызгивателя усложняют условия
разрыва струи. Угловые
скорости вращения плава вблизи оси
конуса и его стенки резко
различаются, причем тем больше, чем
выше расход плава. Истечение плава
из верхнего ряда отверстий
происходит не под действием
центробежной силы, а под действием
гидростатического давления и с
гораздо меньшей скоростью, чем из
нижнего ряда. При этом усиленно
орошается сравнительно узкое
кольцо поперечного сечения башни.
орошаемой
площади составляет 3—3,5 м. Для
обслуживания одной грануляционной
башни в ее верхней части
устанавливают 5—6 леечных
грануляторов. Такая компоновка
позволяет улучшить равномерность
орошения и довести его до 500-600 кг/(м2ч),
а также дает возможность чистить
последовательно по одному
разбрызгивателю без остановки
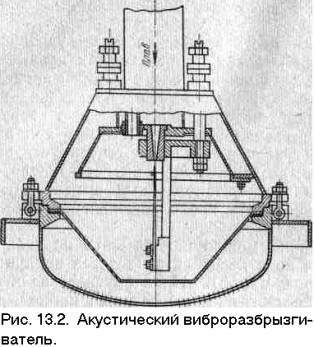
башни. Равномерность
дробления струи увеличивается при
наложении вибраций определенных
параметров на жидкость или
воздушную среду, в которой
происходит дробление струй. На рис.
13.2 приведена конструкция
акустического разбрызгивателя. В
его корпусе установлена
специальная пластина, которая при
взаимодействии с поступающим
плавом генерирует акустические
колебания, воздействующие на
истекающие струи. Ситчатый фильтр,
установленный в разбрызгивателе
позволяет увеличить
продолжительность безостановочной
работы. Колебания
можно накладывать не только на саму
жидкость, но и передавать их через
корпус разбрызгивателя. Плав
вытекает из душевых элементов
через отверстия с острыми кромками.
Душевые элементы размещены на
нижней стороне трубного
распределителя, на который
накладывают вибрации с частотой
300—1400 Гц. Скорость истечения
поддерживают в пределах 1,5—6 м/с.
Предложен разбрызгиватель в форме
вертикального сосуда с постоянным
уровнем плава. В дно сосуда
ввернуты сопла, по оси которых
помещен подвешенный стержень (рис.
13.3). Накладываемые на стенки сосуда
колебания с частотой 50 Гц и
амплитудой 0,2—0,6 мм передаются
также подвешенному стержню, что
способствует равномерному
дроблению струй и предотвращает
кристаллизацию плава в сопле. Уменьшение
вероятности кристаллизации плава
вблизи сопла достигается
сохранением здесь высокой
температуры плава, чем и
обеспечивается увеличение
продолжительности работы
распылителя между очередными
чистками.
Разбрызгиватели
формируют размер капель, которые
далее должны превратиться в
твердые частицы. Для осуществления
процесса кристаллизации
используют грануляционные башни
(полые или с насадкой в нижней
части) и сосуды, наполненные
инертной жидкостью. Грануляционная
башня представляет собой
железобетонный или металлический
корпус диаметром 10—20 м и высотой
15—60 м, в котором наверху размещены
разбрызгиватели плава и
воздухоотводные устройства, а
внизу — щели для забора воздуха и
устройство для выгрузки гранул. Для
хорошего распределения воздух
можно вводить через
перфорированный конус. Конус одной
из башен состоит из наклонных
кольцевых ступеней, расположенных
с промежутками, через которые
поступает воздух, нагнетаемый
вентиляторами. Ближе к стенке башни
подают несколько нагретый воздух, а
ближе к центру — охлажденный. Это
позволяет постепенно охлаждать
более крупные гранулы, летящие
ближе к периферии башни,
оборудованной центробежным
разбрызгивателем. Затвердевшие
гранулы, достигая низа башни,
ударяются о коническую часть и
скатываются на днище, а затем
скребком перемещаются к
выгрузочной щели. Для уменьшения
налипания незатвердевшего
материала на стенки и конусы башни
их футеруют полимерными пленками
или листами фторопласта. Применяют
также вибрационные устройства. В
нижней части башни устанавливают
специальный металлический каркас,
не соединенный с ее корпусом. На
таком каркасе монтируют стальной
конус, состоящий из четырех поясов,
каждый из которых закреплен на
каркасе подвесками. На трех верхних
конусах имеются периодически
работающие вибраторы, на участках
наибольшего налипания на конус
укладывают металлический прут,
отбивающий наросты при включении
вибраторов. Применение виброконуса
позволяет значительно упростить
эксплуатацию башен. Успешно
используют в производстве азотных
удобрений башню со встроенным в
нижней части аппаратом с
псевдоожиженным слоем, что
позволяет сократить в 1,5 раза
высоту полета гранул, повысить в 5—8
раз плотность орошения и устранить
налипание продукта. Подача воздуха
через псевдоожиженный слой
позволяет к тому же равномерно
распределять его по сечению башни.
Полузатвердевшие гранулы попадают
на поверхность псевдоожиженного
слоя, в котором охлаждаются до
требуемой температуры и
выгружаются из аппарата. Для
интенсификации процесса
охлаждения снижают высоту падения
гранул и увеличивают скорость
воздуха, который используют:
сначала для прохождения через
псевдоожиженный слой, а затем для
омывания падающих гранул. Псевдоожиженный
слой может состоять как из гранул
продукта, так и из инертного
материала. В последнем случае
необходима дополнительная очистка
выгружаемого продукта,
осуществляемая обычно рассевом.
тщательным
соблюдением правил их эксплуатации
позволит уменьшить унос. В
промышленных грануляционных
башнях, где скорость воздушного
потока изменяется в пределах 0,3— 0,4
м/с, унос пыли обычно составляет 1—2
кг/т. В башнях с псевдоожиженным
слоем скорость воздуха возрастает
до 1,5—2,0 м/с и при том же фракционном
составе получаемых гранул унос
пыли неизбежно возрастает, что
недопустимо, поскольку в
промышленных башнях пыль не
улавливается. Унос
пыли полностью устранен в
аппаратах с инертной жидкостью.
Кроме того, эти аппараты более
компактны и производительны, по
сравнению с башнями, что
обусловлено улучшенным
теплообменом. К недостаткам
аппарата следует отнести
необходимость отделения гранул
продукта от инертной жидкости, ее
охлаждения и возвращения в цикл,
что связано с дополнительными
затратами. Аппарат представляет
собой цилиндро-коническую емкость,
заполненную маслом. Сверху
установлен центробежный
разбрызгиватель, образующий капли,
которые под действием собственного
веса проходят слой масла,
охлаждаются, омасливаются и
собираются в нижней части конуса.
Аппарат снабжен затвором для
выгрузки продукта и патрубком для
возврата регенерированного масла
(рис. 13.6). Значительная
интенсификация процесса
достигается при прокачке масла
снизу вверх аппарата со скоростью,
обеспечивающей псевдоожижение
гранул. Выгрузку в этом случае
осуществляют на уровне зеркала
слоя, а днище аппарата выполняют в
виде распределительной решетки. На
рис. 13.7 показана схема гранулятора
с движущейся инертной жидкостью.
Жидкость приводится в движение
мешалкой. Гранулируемая жидкость в
виде конических пленок поступает в
аппарат, где она под воздействием
потока инертной жидкости
турбулизуется и дробится на капли,
которые по спиральным траекториям
опускаются на дно сосуда, откуда
выгружаются через шлюзовое
устройство. Аппарат снабжен
патрубками для подпитки и слива
инертной жидкости. Чем меньше
скорость вращения мешалки и чем
дальше она расположена от уровня
жидкости, тем крупнее гранулы
продукта. Аппарат пригоден для
гранулирования из вязких,
загрязненных, плохо диспергируемых
жидкостей.
Машины
для гранулирования методами
таблетирования, прессования и
формования Таблеточные
машины. Эти машины широко применяют
в производстве катализаторов, при
переработке термореактивных
пластмасс, в фармацевтической
промышленности и т. п. При
таблетировании возможно получение
из порошка компактных
гранул-таблеток определенных
физико-механических свойств.
Процесс табле тирования состоит из
трех стадий: дозирование порошка в
матрицу, прессование, выталкивание
таблетки (рис. 13.8).
Техническая
характеристика типовой
таблеточной машины ТП-1 приведена
ниже: Диаметр таблеток, до 12мм; глубина заполнения матрицы, 15 мм; максимальное усилие прессования, 17 кН; часовая производительность, до 3000 шт. Мощность двигателя, 1,1 кВт. Применимость
таблеточных машин определяется
возможной производительностью,
которая ограничена величиной 6—10
кг/ч. Валковые
и вальцевые прессы для уплотнения
сухих порошков. Валковые
и вальцевые прессы распространены
в металлургической и химической
промышленности, а также в
промышленности стройматериалов. Их
применяют для уплотнения и
брикетирования порошков металлов и
сплавов, керамических масс и
удобрений. Для
уплотнения порошки винтовым
подпрессователем подают в зону
деформации, образуемую двумя
валками, непрерывно вращающимися
навстречу друг другу. Схема работы
валкового и вальцевого прессов с
подпрессователями изображена на
рис. 13.9. Установки гранулирования с
валковыми и вальцевыми прессами
имеют высокую производительность:
50—60 т/ч брикетов и 20—30 т/ч гранул в
зависимости от требований,
предъявляемых к
гранулометрическому составу.
Прессы
для формования шихты и экструдеры. В
прессах для формования и
экструдерах обрабатывают
пластичные и легко формующиеся
продукты. Принцип
формования или экструзии
пластифицированной шихты
заключается в продавливании ее при
помощи одного или нескольких
прижимных валков через
перфорированные поверхности.
Различают машины для формования
материала бегунами с
продавливанием через перфорации
горизонтальной поверхности и через
поверхность перфорированного
барабана вращающимися прижимными
валками . Прессы
для формования применяют
преимущественно при
гранулировании пластических масс и
в производстве гранулированных
кормов. Прессы
с бегунами имеют приводимую в
движение дисковую матрицу и
стационарно вращающиеся бегуны или
стационарную дисковую матрицу и
приводимые в движение вращающиеся
вокруг центральной оси бегуны. На
рис. 13.9 показана схема пресса с
дисковой матрицей и бегунами фирмы
«Каhl». Мощность привода этих
прессов изменяется от 4,4 до 165,5 кВт. Наряду
с прессами для формования с
дисковыми матрицами существуют
прессы с вращающимися (рис. 13.11) или
стационарными матрицами
барабанного типа. На практике чаще
применяют матрицы с горизонтальной
осью вращения. Прессуемый материал
прижимными валками продавливается
через отверстия матрицы и на выходе
срезается ножами на формовке
определенной длины. Диаметр
формованных гранул изменяется в
зависимости от величины отверстий
матрицы в пределах 1—25 мм. Удельная
энергоемкость пресса зависит от
диаметра формовок следующим
образом:
Барабанную матрицу изготавливают обычно из дорогостоящих износостойких сплавов. Шнековые
прессы с перфорированным диском
(экструдеры) применяют для
холодного или горячего формования
пластичных или влажных масс.
Различают одновальные или
двухзальные экструдеры Для
формования применяют также
зубчатые валки (рис. 13.10). Два
зубчатых валка, находящиеся в
зацеплении и вращающиеся навстречу
друг другу, продавливают материал
через отверстия, расположенные в
основании зубьев, радиально внутрь.
Продукт ножом срезается на
цилиндрические формовки. По мере
необходимости валки можно
нагревать или охлаждать. Диаметр
отверстий может быть в пределах от 1
до 10 мм. Производительность этих
машин составляет от 30 до 200 кг/ч.
Аппараты
для гранулирования методом
окатывания. Грануляторы,
в которых происходит окатывание
материала, по типу движения
поверхности делятся на
ротационные, ленточные и
вибрационные. Ротационные аппараты
бывают барабанные, тарельчатые
(дисковые), центробежные, лопастные.
Барабанный
гранулятор (рис. 13.12) представляет
собой горизонтальный или
наклоненный под углом 1—3° в
сторону выгрузки цилиндр с
закрепленными на нем бандажами и
венцовой шестерней, через которую
передается крутящий момент от
электродвигателя. С торцов барабан
снабжен загрузочной и разгрузочной
камерами,
герметизирующими
рабочий объем гранулятора. Через
загрузочную течку вводится
исходная шихта или сухой порошок. В
последнем случае для подачи
связующего в головной части
барабана над слоем материала
установлены распределители
жидкости. К
распределителям жидкости
предъявляют следующие требования:
простота конструкции,
равномерность распределения,
возможность регулирования
дисперсности распыла, возможность
очистки во время эксплуатации. В
туковой промышленности широко
применяют распределитель типа
«пила» (рис. 13.14), представляющий
собой трубу с зубчатым желобом.
Желоб снабжают крышкой,
предотвращающей попадание в него
материала. Недостатком таких
распределителей является
необходимость строго
горизонтальной их установки и
невозможность регулирования
размера капель.
Для
диспергирования жидкости
применяют пневматические форсунки
внутреннего и внешнего смешения,
работу которых регулируют
изменением давления
распыливающего агента. Это
давление, однако, ограничено, так
как происходит размывание слоя
материала струей. Поскольку для
гранулирования скатыванием не
требуется особенно тонкого и
однородного распыливания жидкости,
часто используют механические
форсунки. Для создания нормальных условий окатывания и подъема материала на заданную высоту обычно достаточно трения о гладкие стенки барабана. Однако коэффициент заполнения барабана при хорошем перемешивании невелик, а габариты аппарата значительны. С целью увеличения коэффициента заполнения предложены различные конструктивные решения. Так, внутри барабана диаметром 1,83 м и длиной 3,66 м приваривают продольные листы, изогнутые в виде открытой цифры шесть (рис. 13.13) и образующие несколько отделений, каждое из которых имеет плоскую и цилиндрическую стенки и разделено поперечными секторными перегородками. Для устранения налипания продукта на внутренние стенки отделения в пространство между ними помещены металлические шары, которые удерживаются от падения упорами. При определенном положении барабана шары освобождаются от упоров и ударяются о стенки, способствуя очистке их от налипшего материала. Для
осуществления метода скатывания
применяют, помимо барабанных,
тарельчатые (чашевые, дисковые)
грануляторы. Основной частью
такого аппарата является диск,
вращающийся вокруг оси, угол
наклона которой к вертикали
регулируется.
такого
аппарата, в отличие от рабочей
поверхности барабана, не
боковая поверхность цилиндра, а
торцовая, т. е. дно тарелки. По форме днища грануляторы делятся на плоские, конические, сферические, эллиптические. Применение неплоских днищ позволяет избежать мертвого пространства в месте стыка с бортом и увеличить путь окатывания, т. е. производительность аппарата. Максимальная
эффективность работы тарельчатого
гранулятора достигается при
определенной высоте слоя, поэтому,
оставляя этот показатель
неизменным, стремятся увеличить
площадь скатывания. Предложен
гранулятор, имеющий на диске
несколько кольцевых перегородок
равной высоты. Исходный порошок
подается по центральной трубе на
поверхность внутренней тарелки и
окатывается там, постепенно
пересыпаясь в смежное кольцевое
пространство. Далее скатывание
происходит последовательно во всех
кольцевых секциях до достижения
гранулами требуемого размера при
узком фракционном составе.
Связующее подается в центральную
часть тарелки, но можно
дополнительно подавать жидкость
разного состава в кольцеобразные
пространства и получать
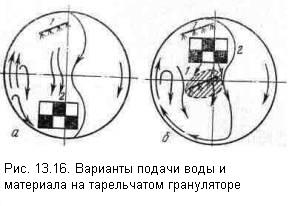
многослойные гранулы. Место
ввода сухих и жидких компонентов
определяется требованиями к
гранулометрическому составу
продукта. Для получения крупных
комков орошение ведут в верхней
части поднимающегося слоя, а
порошок загружают в нижнюю часть
тарелки. Для получения более мелких
гранул поднимают место ввода
порошка и опускают место ввода
жидкости, причем поток жидкости
делят на две части. Большую
часть дают в слой для образования
зародышей, а меньшую на участок
пересыпания крупных комков,
способствуя накатке гранул. В
результате большого числа
экспериментов предложены
различные варианты подачи сырья на
тарельчатый гранулятор (рис. 13.16).
Гранулирование
возможно и на горизонтальном диске,
эксцентрично и параллельно
которому установлен
дополнительный диск меньшего
диаметра. Диски вращают в
противоположные стороны с разной
скоростью, создавая встречные
потоки и интенсифицируя
агломерацию материала. Конструктивно
сходны с тарельчатыми центробежные
грануляторы. Принципиальным
отличием последних является то, что
движение окатываемых гранул
осуществляется не гравитационными,
а центробежными силами. Материал и
связующее подают в центр
горизонтального диска,
вращающегося со скоростью 300— 1500
об/мин и имеющего рифленую
поверхность. Продвигаясь от центра
к периферии, порошок комкуется и
окатывается. Для увеличения
времени окатывания диск снабжают
неподвижными концентрическими
перегородками с отверстиями (рис.
13.17,а). Для получения частиц
заданного размера над основным
диском устанавливают пластины,
медленно вращающиеся в
противоположную сторону (рис. 13.17,6).
Поскольку в центробежном
грануляторе динамическое
воздействие на частицы больше, чем
в тарельчатом, количество
связующего, необходимого для
получения гранул данного размера,
меньше, чем в тарельчатом. Однако
это же воздействие способствует
более интенсивному налипанию
материала на рабочую поверхность.
Установка скребков препятствует
нормальному скатыванию. Конструкцию
и производительность тарельчатого
гранулятора выбирают в
соответствии с видом продукта. Производительность
тарельчатого гранулятора,
используемого в химической
промышленности, достигает 50 т/ч или,
считая на поверхность тарелки, 0,5—
3,0 т/(м2-ч) при удельных
энергозатратах 1—5 кВт-ч/т. В
металлургической промышленности
работают еще более
производительные аппараты. Для
получения 125 т/ч гранул магнетита
диаметром 10—15 мм или 20—25мм
используют тарелки диаметром 6 м.
вращающихся
валов с лопастями, расположенными
по винтовой линии. Валы заключены в
неподвижный корпус в виде корыта
или образованный пересечением двух
параллельных цилиндров. В корпус
подводится сухой материал,
жидкость, а при необходимости и
другие компоненты (пар, аммиак и
др.). Принцип
гранулирования основан на
интенсивном перемешивании и
разности скоростей материала и
лопастей. В двухвальном аппарате
валы вращаются в противоположные
стороны так, что лопатки опускаются
по периферии и поднимаются, касаясь
друг друга и очиты в процессе
скатывания и визуального
наблюдения за процессом,
усложнение узла загрузки. Таким
образом, конструктивные решения
барабанных грануляторов
направлены на увеличение
коэффициента заполнения, создание
различных внутренних устройств,
интенсифицирующих процесс и
предотвращающих налипание
продукта, совмещение нескольких
технологических операций в одном
аппарате. |
||||||||||||||||||||||||||||||||||||||||